Ok here is my noobie Tig skills...don't laugh too hard
Using this
Practices...notice this is all the practicing I have done...maybe 15 passes.
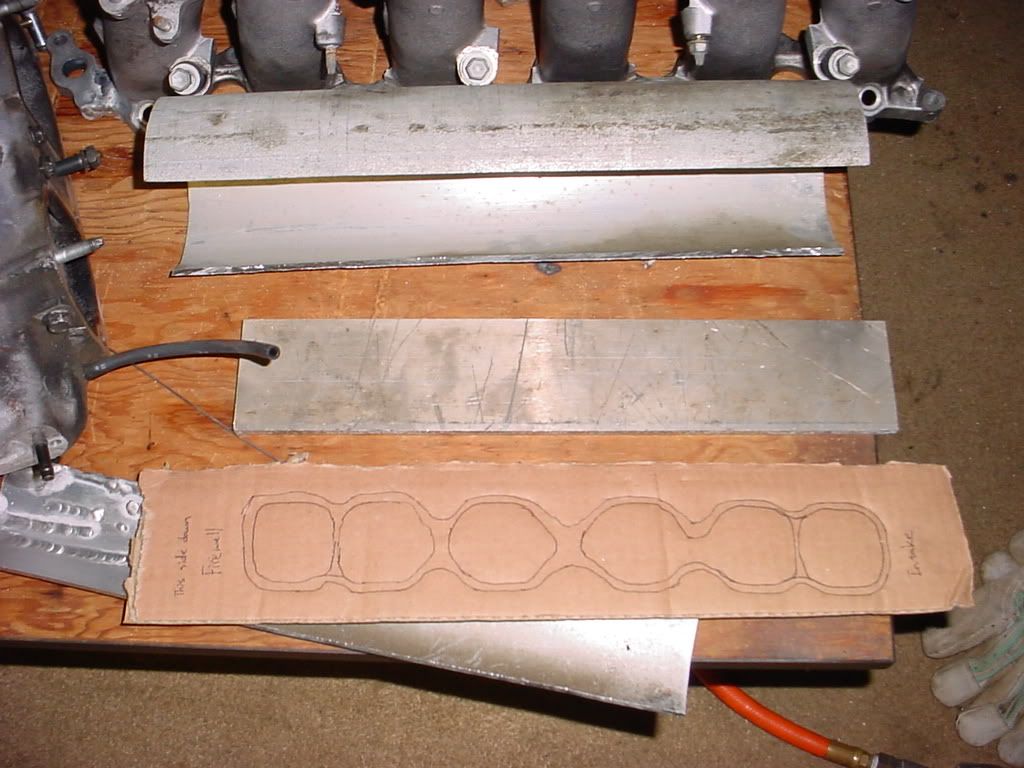
Ok I cut the flanges off this intercooler and then rewelded them at different angles to fit my new 2JZGTE project.
Before
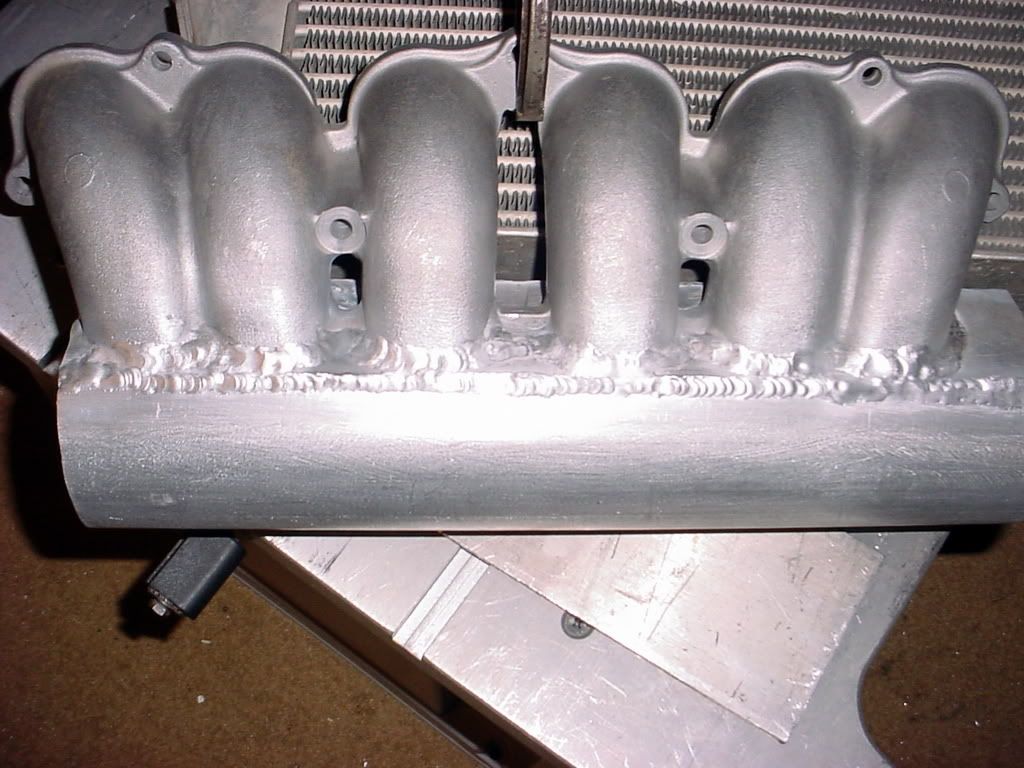
And after











 Reply With Quote
Reply With Quote